2016-01-27 | 发布者: | 栏目:双端面磨床问题
超薄圆环零件的双端面磨削工艺!
原来加工工艺:
现加工工艺:
超薄圆环零件在切削加工中容易产生加工和装夹变形。要保证高精度的尺寸及行位精度。在机械行业加工中是一项难度较高的加工技术。超薄圆环零件是一种特殊的弹簧钢,材料硬度高、韧性大,磨削性差,毛坯状态时变形严重,平行度不好。设计要求加工尺寸及行位精度要达到0.003mm。由于加工工件薄,在平面磨削加工后工件变形严重,导致后续成型加工精度不能保证,加工合格率极低,生产效率低,严重制约了大量生产的工业化要求。为此开展了超薄圆环零件磨削技术研究,引进双端面磨床设备、专用夹具装置、专用CBN砂轮来进行磨削加工实验,彻底解决了工件变形严重的问题。
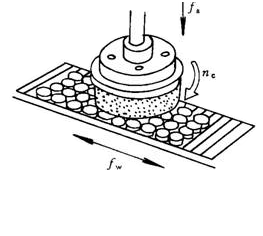
双端面磨削加工工艺分析

咨询18240314635

