2016-03-28 | 发布者: | 栏目:内圆端面磨床动态
我国轴承双端面磨削优劣势分析
我国是生产轴承的大国,也是轴承需求大国,但是我国还有很大的轴承进口额。在国内大部分高精度轴承99.54%都依赖与进口。这是因为我国生产的轴承大部分为普通精度轴承,轴承精度高度取决于双端面磨削设备加工精度。下面向大家介绍一下我国加工轴承双端面磨削设备。
目前在我国轴承套圈的双端面磨削加工中,一般都采用卧式双端面磨床加工,而而在卧式双端面磨削过程中一般大都采用通过式卧式双端面磨削和贯穿式卧式双端面磨削加工,并且普遍采用普通刚玉砂轮磨削,并且在加工过程中大多为人工操作, 通过人工来控制精度、自动花成本高、工人劳动强度大。
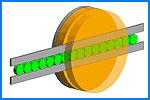
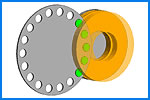
图1 图2
目前国内轴承市场双端面磨削设备采用立式平面磨床,平面磨床为单面磨削设备,需要两次定位及两次磨削,定位误差及加工误差较大。轴承宽度变动个两大。图1中为卧式通过式双端面磨床,此种卧式双端面磨床加工效率高,加工速度快,但是出现质量问题的几率大,精度达不到要求,并且采用的普通砂轮,产品精度不稳定。图2为贯穿式双端面磨床,由于砂轮角度有调整,他的操作困难,容易出现散差及划边缺陷。
咨询18240314635

